Jie Yu aluminum>> Casting aluminum refining refined argon gas usage has stress
Casting aluminum refining refined argon gas usage has stress
With the rapid development of China's auto industry, aluminum alloy casting production is growing at an annual rate of 20%. As the aluminum alloy melt caused by improper handling of castings scrap, aluminum alloy casting manufacturer is an urgent need to solve the problem. In recent years, aluminum alloy melt treatment research by casting workers of concern. The impact of aluminum melt quality of many factors, including the chemical composition of aluminum, smelting state, aluminum refining, deterioration and refinement. In this paper, the role of argon in melt-blown Al-Si-Cu alloy melt treatment is analyzed and discussed.
3. Aluminum alloy casting pinhole defects are the most prominent causes of casting scrap. The presence of pinholes reduces both the effective working area of the casting and the source of the crack, and accelerates the crack growth process, resulting in a decrease in the mechanical properties of the material. The formation of pinholes mainly comes from the slag content and hydrogen content in the melt. Hydrogen accounts for about 85% of the total amount of gas in the aluminum melt. Since the solubility of hydrogen in solid aluminum is about 1/20 in the liquid state, the hydrogen dissolved in the aluminum solidifies and precipitates to form a pinhole. With rotary injection argon refining aluminum alloy, can remove hydrogen and slag, clean aluminum liquid, to eliminate the purpose of casting pinholes.
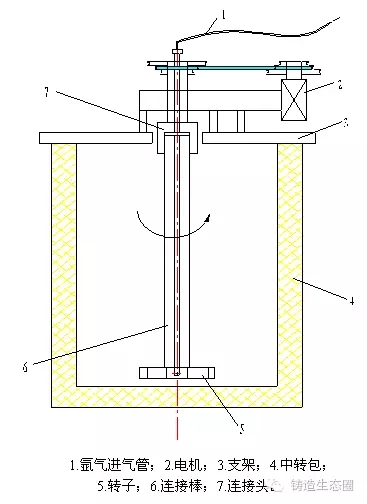
Its working principle is that the argon gas (flow rate 0.5m3 / hour -1.5m3 / hour) is labeled as a small bubble when the motor drives the rotor to rotate (usually at a speed of 380 to 450 rpm) The existence of bubbles reduces the concentration of hydrogen in the aluminum liquid and the partial pressure of the hydrogen in the liquid, thereby reducing the concentration of hydrogen in the aluminum liquid, so that the hydrogen is taken out of the aluminum liquid surface by argon and consumed in the liquid surface combustion.
Fig. 1 shows a configuration of an argon gas blowing blower.
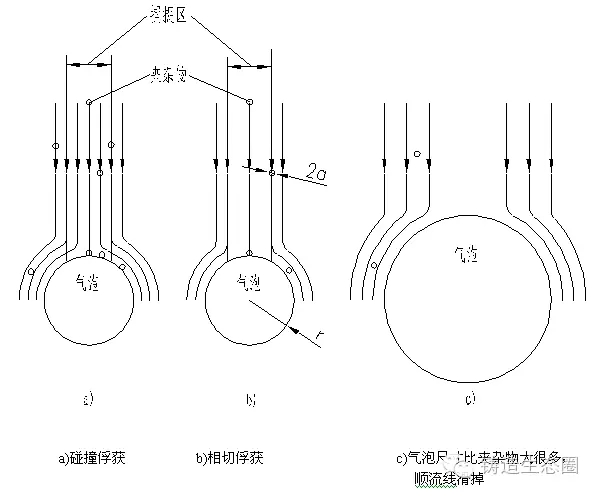
There is a small bubble of argon when the liquid at the bottom of the liquid aluminum to move, dissolved in the liquid aluminum in the argon-aluminum liquid interface, hydrogen from the dissolved state into the adsorption state, in the adsorption layer Of the gas atoms react to generate hydrogen molecules, with the bubble grows, rising to the surface of aluminum liquid burn out. And then when the small bubbles of argon from the bottom of the aluminum liquid to the surface when the movement, suspended in the molten aluminum particles are stirred, inclusions collide with each other, gathering and growing up. When the inclusions reach a certain size, it is possible with the floating bubbles collide, was captured, which was brought to the surface (see Figure 2), to achieve the effect of slag.
Figure 2
There are two kinds of models to capture the inclusions in the bubble, which are inertial collision capture for the larger inclusions, which are difficult to collide with the bubbles for the smaller inclusions. However, there may be tangential trapping around the bubbles. The capture coefficient is: E = 1 + 2a / r) 2-1, where a and r have the meanings indicated in the above figures.
As the inert gas and aluminum argon gas does not react, aluminum can be a good replacement of hydrogen in the melt out, greatly reducing the aluminum melt in the hydrogen content, improve the mechanical properties of aluminum alloy.
In production, in order to be able to quickly detect the effect of aluminum melt hydrogen removal, usually using density index comparison method. The density ρ of the specimen solidified in the vacuum state and the density ρ of the sample solidified in the air are respectively taken out. Density index = (1 - ρ true / ρ positive) × 100. Usually the density of molten aluminum is less than 1.5; the density index of low pressure casting and gravity pouring is less than 1 as aluminum liquid qualified.
in conclusion
(1) The more the argon bubbles, the finer the contact area, the shorter the diffusion distance of the hydrogen atoms in the molten aluminum, and the longer the bubbles stay in the molten aluminum, the better the degassing effect.
(2) the refining process, the graphite nozzle in the aluminum liquid at the bottom of the rotating injection, on the one hand to promote the transit package aluminum liquid small inclusions in the aggregation, on the other hand, the aluminum liquid surface remains stable. There is no dramatic churn phenomenon, to avoid the oxygen mixture, which reduces the oxide inclusions generated and the secondary dissolution of hydrogen.
(3) Ar is an inert gas, non-toxic, tasteless, pollution-free, no exhaust gas treatment equipment. The removal of hydrogen by Ar is primarily a physical removal of hydrogen from the aluminum melt, and its use does not create a risk of flux inclusions. The formation of the scum is a bubble from the aluminum liquid out with the flux purification compared to the amount of slag into small, and will not produce toxic gases, greatly improving the working environment to reduce environmental hazards.
(4) through the rotary jet method of treatment of the solution, the pinhole can reach the national standard of a standard.