Jie Yu aluminum>>Metal type gravity casting gating system is reasonable or not big difference
Metal type gravity casting gating system is reasonable or not big difference
Metal casting process, in the field of mechanical manufacturing applications continue to expand, of which the most widely used aluminum alloy castings. Therefore, this paper focuses on the aluminum-silicon alloy casting and metal-type structure and pouring system-related issues.
Aluminum alloy gravity casting has its inherent characteristics. Metal type cooling speed, the casting has a strong chilling effect, casting grain refinement, compact structure, a higher overall mechanical properties, size, precision, smooth surface, the quality is improved, affecting the quality of castings uncertainties Has been reduced, especially for high-volume production. Good structure of the metal type, can be done to minimize the processing margin and riser size, and process yield and roughage utilization, compared with ordinary sand gravity casting has increased, so that the relative decline in the cost of casting, can improve the general Sand casting on the environment pollution and labor conditions of workers. In summary, despite the current casting of aluminum alloy casting process, but the metal gravity casting process, because of its flexibility, versatility and lower cost still has specific advantages, occupy a certain position.
1. Metal type of the casting system
In the metal-based cavity on the basis of good structure, gating system design is correct or not, the casting quality and process yield will have an important impact.
In this case,
Gating system design principles are as follows:
(1) mold heat distribution is reasonable, easy directional solidification, so that the casting is fully fed.
(2) pouring system should be as short as possible, without losing its functional integrity.
(3) the molten metal pouring system should be injected into the cavity, there should be no impact, eddy current, splash, effectively prevent the secondary oxidation of metal liquid.
(4) in the casting process should be conducive to cavity exhaust and skimming.
(5) to ensure the quality of the premise, to maximize the process yield and casting for the cleaning process to create favorable conditions.
(6) should be open gating system.
Any form of casting process, as long as the gravity casting, it is the performance of directional solidification from bottom to top of the crystalline solidification, make full use of the above set of riser to fill the casting. Due to the different shape and structure of various castings, resulting in molten metal in the cavity of the crystallization of solidification is a complex process, the wall thickness of the larger castings, in this process, both directional solidification and solidification of both performance, although Thus, the design of the pouring system, we must strictly adhere to the principle of directional solidification of gravity casting, the cavity of the heat distribution in line with the casting bottom-up condensing order.
Aluminum alloy thermal conductivity, volumetric heat capacity is small, the liquid metal in the course of the process, the temperature will drop rapidly, aluminum liquid lively nature, easy to inhale and oxidation, if the casting, the surface of the oxide film is always complete, the following Aluminum liquid has a very good protective effect, to prevent secondary oxidation, if the casting is not smooth or not stable, oxide film rupture, the surface of the oxide slag involved in the following aluminum liquid, it is difficult to float to the surface, a variety of Gas is not easy to precipitate, due to the density of aluminum and aluminum are similar, resulting in the internal casting slag, fill rate, prone to shrinkage, shrinkage, pinholes and slag and other casting defects, therefore, aluminum casting smooth casting It is particularly important.
In the actual production, it is difficult to combine the advantages of the traditional metal-type gravity casting casting system organically, emphasis on filling stability (bottom note), can not get a reasonable cavity heat distribution; emphasis In the cavity heat distribution is reasonable (top note), it lost the smoothness of the casting, at a loss. Therefore, the traditional metal-gravity casting process, has long resulted in a process yield and low utilization of rough situation.
2. Gravity casting casting aluminum alloy system in several forms
Generally include: top note type, the note-type, bottom note type and slot type.
(1) the top pouring pouring system system is short, metal heat loss is small, the system takes up less metal, and a reasonable cavity heat distribution is conducive to the direction of casting solidification and filling. But the filling is not smooth, easy to splash, with the casting height increases the impact of serious, adverse exhaust, casting easy to cause slag, porosity, so the gravity casting of aluminum alloy, the basic do not use top-pouring system.
(2) In the injection molding system, the filling phenomenon of the filling is improved, but the heat distribution of the cavity is not as good as that of the top injection, and it is generally used in the production of small castings with the height less than 100mm.
(3) bottom-pouring system of molten metal under the influence of gravity, the system into the cavity, from bottom to top to smooth filling type, conducive to exhaust and skimming, but the cavity heat distribution is very unreasonable, can not be achieved Directional Condensation Sequence Required for Gravity Casting. Castings can not be fully fed. In the case of increasing the riser, this method is currently used in small and medium-sized aluminum alloy casting is more common. In addition to these shortcomings, the bottom runner system is often designed to be serpentine and beveled in order to reduce the impact. In most cases, the addition of a slag ladle replaces the runner, resulting in a metal flow The thermal distribution of the cavity can only make the casting solidify from the top to the bottom, which is the opposite of the condensation sequence of the gravity casting, because the course is too long, the heat loss is large, the structure is complex, and the manufacturing cost is high. Easy to produce pinhole, in the event of problems, adjust the mold is very difficult, commonly used method is to improve the pouring temperature, increase subsidies, increase the riser, in addition to the addition, Quality is difficult to guarantee, but also caused a large number of metal consumption. Process yield is generally less than 50%, rough average utilization rate of only 65% ︿ 70%.
(4) slot-type pouring system Theoretically, this system is always filling the top of the state of injection, but it filling smooth, good exhaust, which can effectively prevent the secondary oxidation of aluminum liquid, slot-type inner runner There is a certain skimming function, the cavity of the thermal distribution than the bottom of the pouring system is reasonable, is conducive to casting fill. But in fact, its filling performance is not very prominent, the size of the riser than the bottom of the pouring system does not reduce the number.
In the traditional slot-type pouring system, often in the sprue and the cavity between the increase of slag package (column), instead of the runner, the gap runner and the cavity as a cavity connected with the bottom injection System, the height of the casting, the sprue can be vertical or inclined, the larger the casting is designed to snake-like and inclined curved shape. The diameter of the slag package (column) from the bottom of the cavity to the upper surface of the riser is generally in the range of φ50 φφ 70 mm. The molten metal enters the bottom of the slag bag (column) from the sprue, Cavity, pouring, the set of slag package (column) liquid level and the surface of the cavity is almost simultaneously increased, the sprue on the set of slag package (column) filling the liquid with the obvious bottom-injection characteristics, and liquid metal by Slag package (column) of the gap into the cavity of the sprue, it has the characteristics of the top note, set the slag package (column) takes up a lot of metal. In the whole pouring process, the casting system is complicated, lengthened the flowing path of the metal liquid, and the heat dissipation area is large. With the rising of the liquid level, the temperature of the metal liquid in the slag package (column) is gradually decreased. The temperature of the cavity is decreased, so the heat distribution of the cavity is still unreasonable. Although the pouring system in the filling capacity than the bottom-injection system and injection system in the injection system has improved, casting the upper part and the riser part of the temperature drop, also affect its filling capacity. The slag package (column) as the side of the casting riser use, its filling capacity is limited, the liquid metal under the action of gravity, vertical downward filling tendency, the density of aluminum liquid low, greatly affected the riser of the fill Shrinkage depth, castings occur inadequate feeding situation, can only be used to increase the riser to solve the problem of shrinkage.
During the pouring, a large amount of molten metal is needed for the slag pack (column), which prolongs the filling time and exacerbates the temperature drop of the upper metal liquid. Traditional slot-type casting system, the process yield is the lowest, about 40% of the hollow thin-walled small castings are lower, but also increased the difficulty of cleaning up.
3. Design of Step Gap Pouring System
Over the years, on the aluminum alloy metal casting part of the gravity, long-term follow the traditional casting system, the average yield of about 50%, rough, the production of high-voltage electrical components, The utilization rate of long-term hovering around 70%, and low efficiency, clean up a lot of manual labor, resulting in a large number of waste of resources and improve production costs, long-term losses, more serious is due to high scrap, often upset the normal Production scheduling plan, to the enterprise caused great distress.
We have done a comprehensive analysis of several traditional pouring systems, repeated comparison of various pouring system, summed up the smooth filling, full filling, and a reasonable condensing sequence, is the gating system design needs to address the key issues .
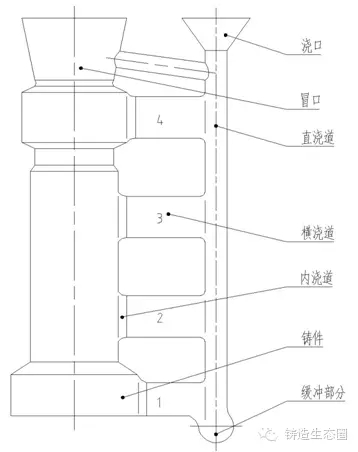
After continuous practice, we finally design a ladder-shaped slot gating system (see Figure 1). Through the long-term production of comprehensive study, the system performance is very stable.
Figure 1 ladder-shaped gap gating system
Ladder-shaped gap gating system features: ① gating system is short, reducing the loss of liquid metal temperature. ② top and bottom note injection stratification alternating filling, filling a smooth, full complement. ③ cavity heat distribution is very reasonable. ④ no set slag package (column), cavity directly skim.
As a number of runner directly connected with the sprue, the interval in the 50 ~ 60mm, pouring liquid metal by the sprue, runner, runner directly into the cavity directly, when the liquid metal through the first horizontal When the runner is filling the cavity, the pouring form is the top injection. When the cavity surface rises above the first runner, the first runner will continue to rise in the form of bottom injection, When the surface rises below the second runner, the second runner injects the molten metal into the cavity in the form of a top note, and when the liquid level rises above the second runner, the second runner Road to the bottom of the form in the end, so that the cavity surface continues to rise, while still below the strong tendency to fill, due to gravity and metal temperature drop factors, the first runner gradually lost filling Role, the runner two to the bottom note alternate filling, uninterrupted replenishment of the following, complete the following liquid metal liquid contraction of the complementary role. And so on, until the filling is completed. Riser and sprue connected to increase its filling depth. The stratification of the end of the note, the top note of two forms alternating filling, and continue to supplement the lower part of the system structure, the system filling a smooth, full complement, all kinds of gas have plenty of time to discharge, with the liquid level The pouring system is correspondingly shortened, from the gate into the sprue of the molten metal, the temperature drops more and more small, which resulted in a very reasonable temperature distribution of the cavity, so that the casting without hindering the completion of Bottom-up crystalline solidification sequence.
The ladder-type slit gating system is open, the runner / runner / sprue geometry, size, and the traditional data used in much the same, sprue and the runner cross-sectional area ratio of 1: 1.5 ~ 2, sprue should be round, diameter, depending on the size of the casting, but should not exceed 25mm, too easy to produce eddy current, involved in gas, liquid column to form a hollow, easy to cause oxidation slag. Casting process, the lower part of the cavity of the metal liquid has sufficient filling conditions, we can according to the structure of the casting, the big end or thick part of the cavity below the small end or thin-walled part of the top, so Reduce the riser size, save the metal.
We have repeatedly analyzed the role of the traditional slag package (column) in the slit pouring system, after refining the fine aluminum alloy solution, into the sprue, and then set in the sprue and runner between the filter, (Slag) into the slag package (column), the gap in the runner on the cavity smooth filling, then set the slag package (column) of the set of slag role is minimal. After several tests and found that the riser above the oxide slag, than the slag package (column) the upper part of the oxide slag more than several times, it is because filling, the cavity in the liquid level is connected with the above riser Direct contact with the air, we call this surface free surface, it is very easy to inhale the oxidation, the formation of an oxide film, with the liquid level, until the casting is completed, stay in the riser above. Therefore, we designed the gating system, eliminating the need for a set of slag package (column), the runner directly connected with the sprue, and from the cavity structure to improve the cavity of the skimming function, and strengthen the riser exhaust , Skimming, filling the role.
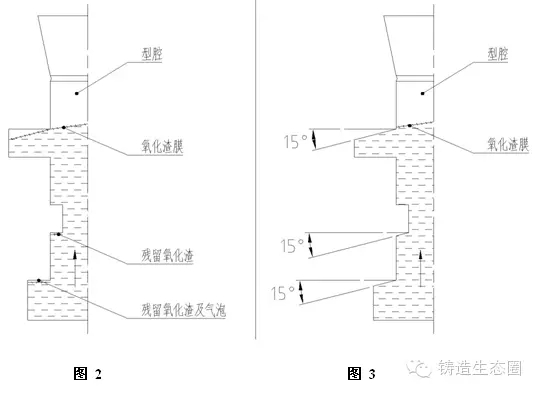
Filling, due to the wall of the friction and chilling effect, the surface together with the above oxide film, is convex rise along the cavity wall and core surface of the liquid surface rise lags behind the cavity above the step plane , There is a clear slag wrapped gas phenomenon, resulting in a small amount of oxide slag and gas squeezed in the plane, resulting in the existence of the plane slag, porosity defects (see Figure 2), so cavity above the plane should be made step ≥ 15 ° Of the ramp to improve the ability of the cavity of the skimming exhaust, and finally the oxide layer completely floating in the riser above, as shown in Figure 3.
4. Application of Step Gap Pouring System
The improved stepped slit casting system is suitable for all kinds of aluminum alloy castings with certain height, except for disc shape. Casting weight is from 0.5kg to nearly 100kg, and high solid and hollow thin wall castings are particularly suitable. For the castings of 200mm or less, the vertical pouring method is adopted. For high castings, horizontal casting method has been used in the past to reduce the pouring height. However, there are many shortcomings such as the long casting route, the poor quality of the upper part of castings, And set up a number of riser in the upper, in addition to waste a lot of metal, but also increased the difficulty of cleaning up.
We use the stepped slit gating system, the height of the castings, the use of reverse sloping casting method to reduce the pouring height, usually before pouring, tilting casting machine to tilt the mold 45 ° or so, the molten metal into the cavity by the casting system , The inner gate placed in the cavity below the formation of inclined stratified bottom of the injection environment, the general visual filling half, the tilt casting machine will slowly put flat to restore the vertical casting state, this process, with the casting Type slowly lift, to keep pouring, not stop, the liquid level to the riser half, and then reduce the casting speed, to increase the following filling time. For large size castings, in order to speed up the casting speed, in the parting surface can be designed symmetrical two gating system, pouring, the two systems at the same time pouring, in the runner were placed on both sides of the cavity, the formation of tilt Laying in the injection environment, the corresponding liquid metal from the corresponding gates into the cavity at the same time evenly, the specific operation consistent with the above. Of course, due to differences in the structural shape of the casting, mold lifting time and speed are also different, but must take into account the filling of the smoothness.
Conclusion
The cooperative unit produces nearly 6,000 tons of aluminum alloy castings of various sizes, including metal casting process of about 2000 tons, the pouring system improved, the process yield from 50% to 73%, the use of rough The rate is also increased from 68% to 97%, the concept deduced from the data is quite amazing, and the quality and stability, casting high density, precise size, no pinhole, easy to adjust, reducing the difficulty of cleaning up, Completely reversed the long-term loss situation. To sum up the past on the precious resources, energy and human waste, feel shocking.
Casting is the machinery manufacturing industry, energy-consuming pollution, the majority of engineering and technical personnel in the work practice, to be good at in-depth study, good at summing up and accumulated, rationally improve the traditional design concept, fully aware of efforts to improve the yield and rough Utilization rate, the field of casting energy-saving emission reduction is an effective way, of great significance.